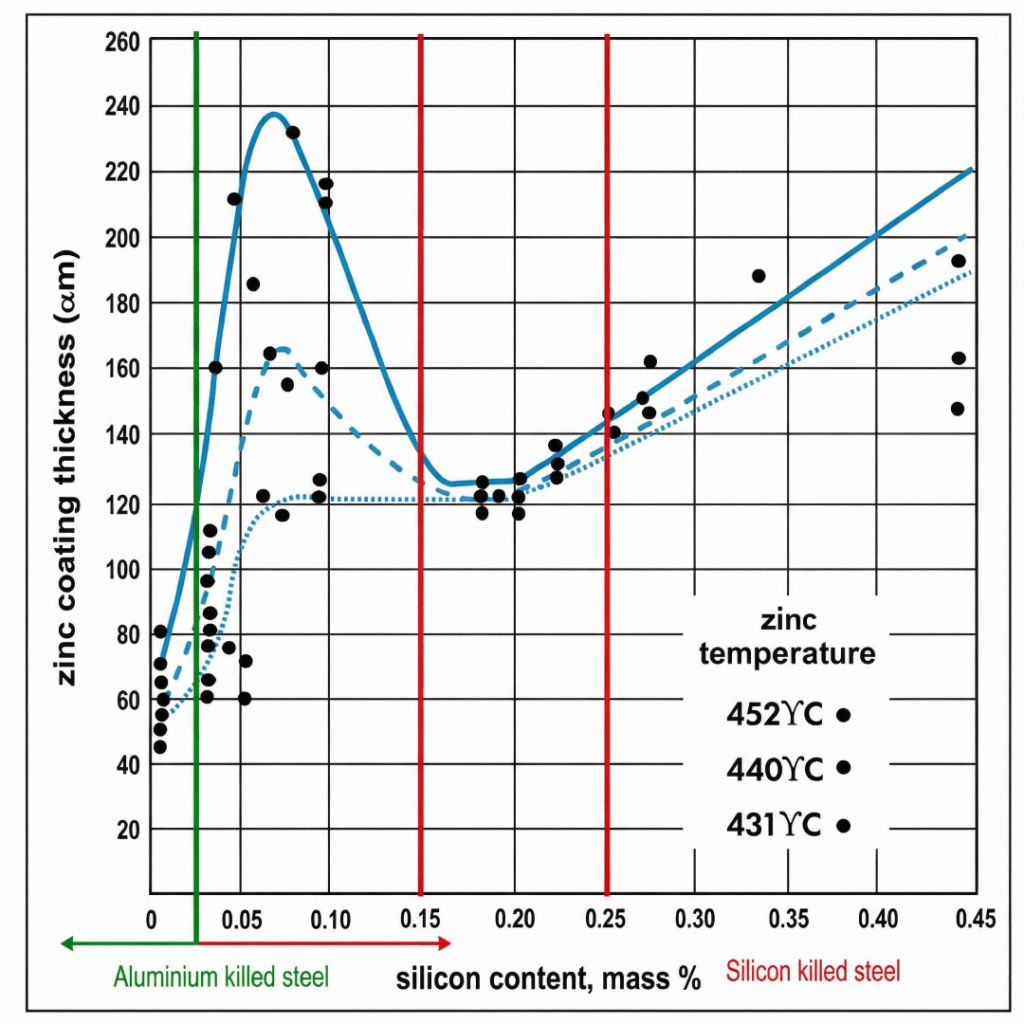
The silicon (Si) content in the steel greatly affects the reaction with molten zinc during hot dip galvanizing .
It influences:
Coating thickness
Surface finish
Zinc consumption
Coating durability
Silicon Ranges
Range 1 – Low Reactivity
Si ≤ 0.03% (low-silicon / killed steel)
Produces smooth, uniform, and high-quality coatings.
Range 2 – Low Reactivity Zone
Si = 0.15% – 0.25%
Coating remains consistent; appearance may be slightly dull.
Avoid High-Reactivity Zone (Sandelin Range)
Si = 0.03% – 0.12%
Causes very thick, brittle, and uneven coatings.
Leads to higher zinc usage and possible coating defects.
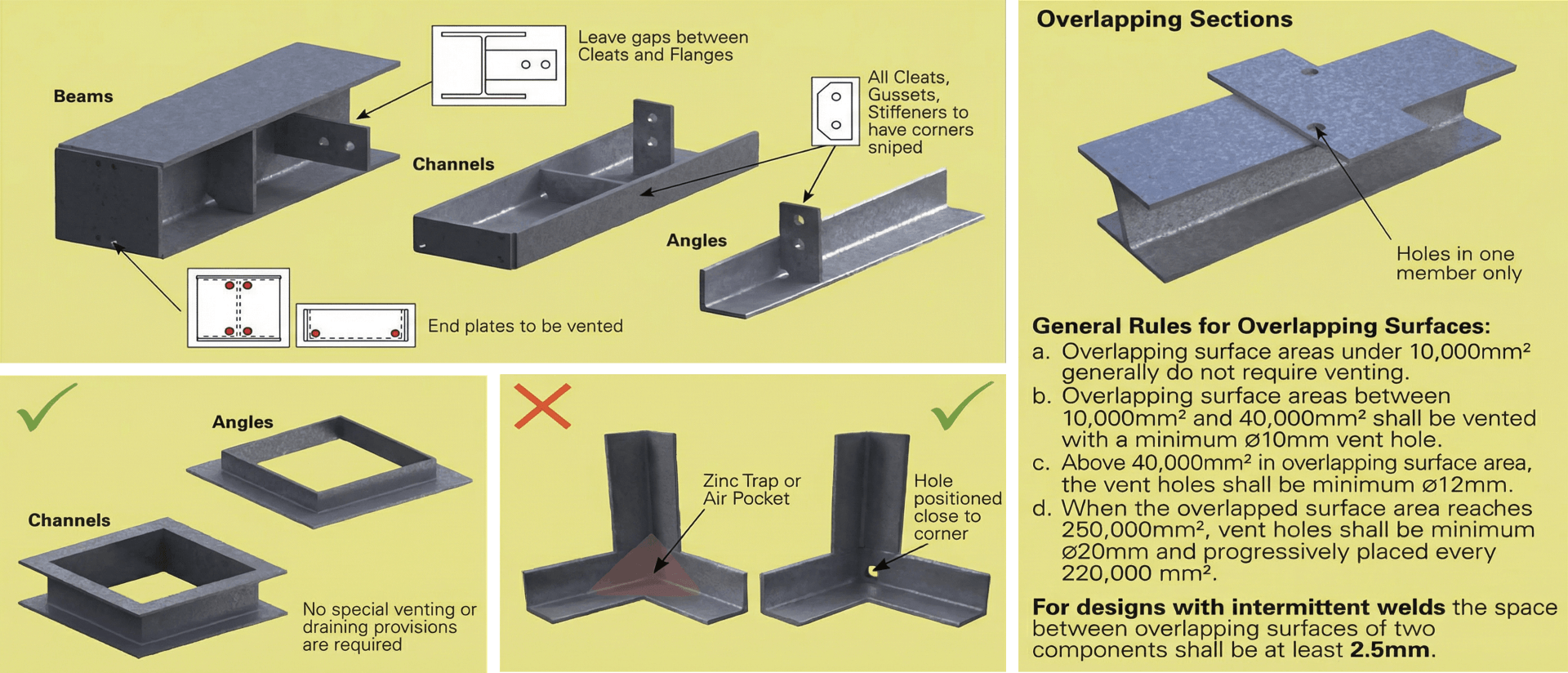
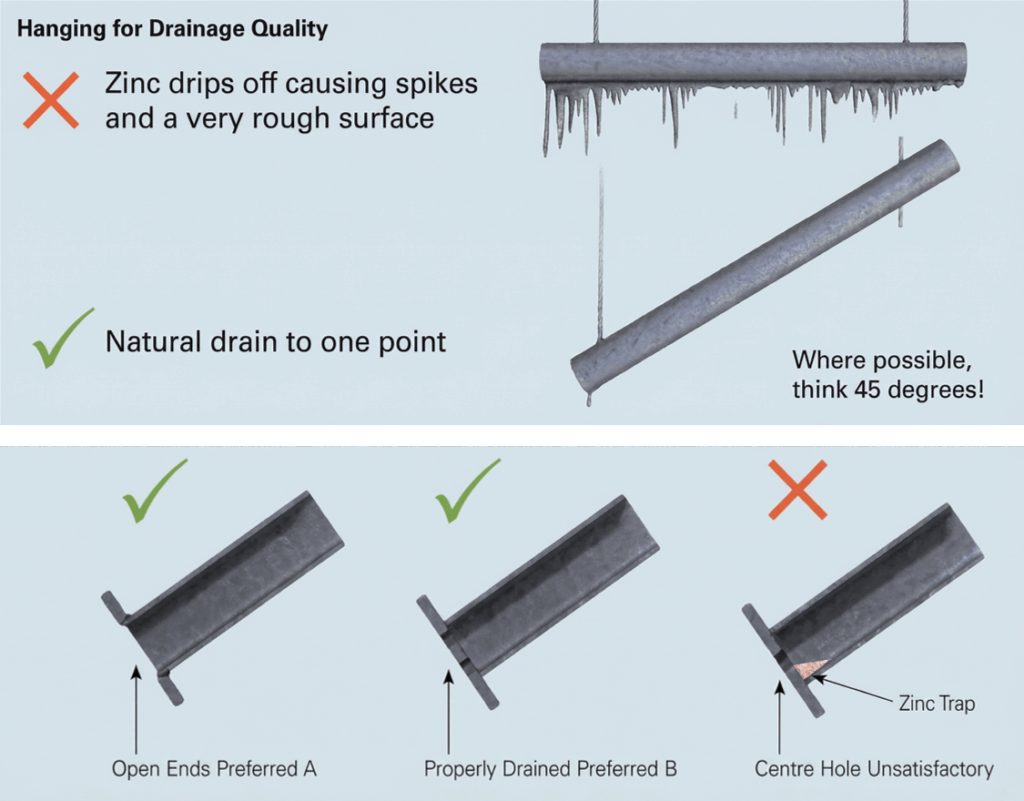
Design for Galvanizing
Using Hot-Rolled Selections
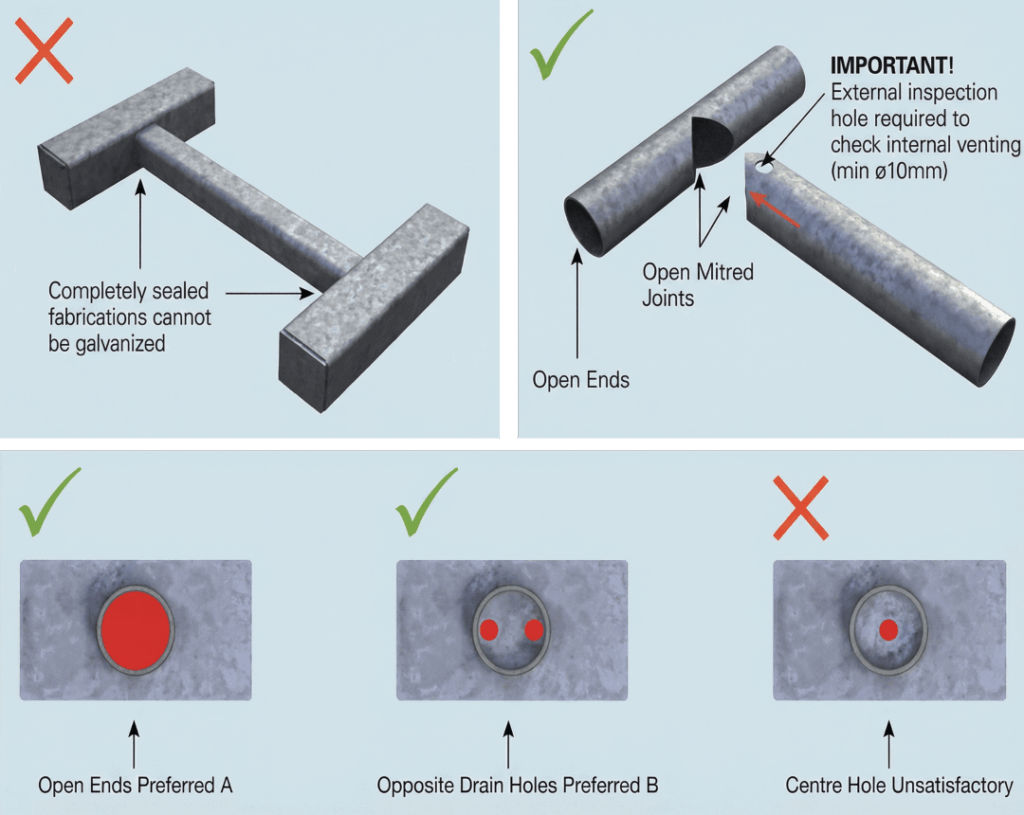
Using Hollow Selections
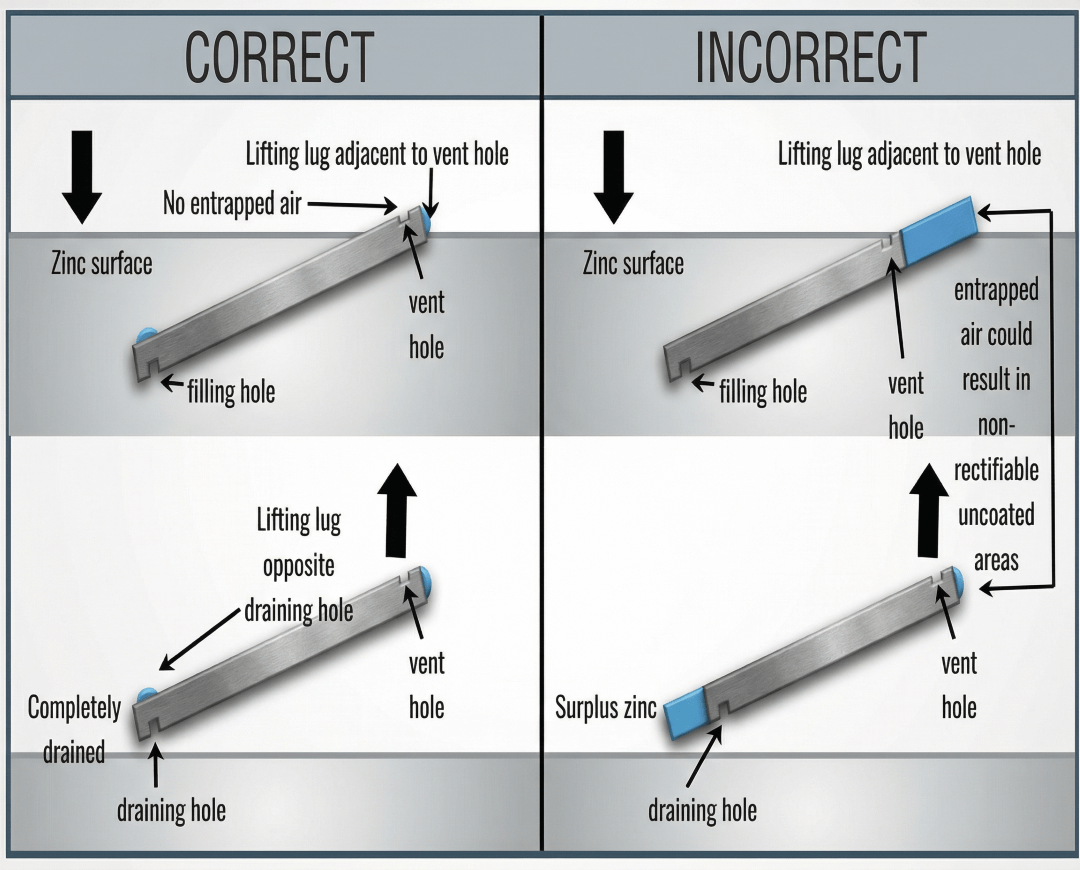
Location of Holes
Holes must not be in the center of end plates and connections. This will cause cleaning fluids to be trapped and result in uncoated surfaces inside the plate or connection, as well as potential “blowouts” where the cleaning fluid is expelled from the hole under pressure, creating bare spots on the finished article. On withdrawal from galvanizing bath, the centre located holes will trap zinc.
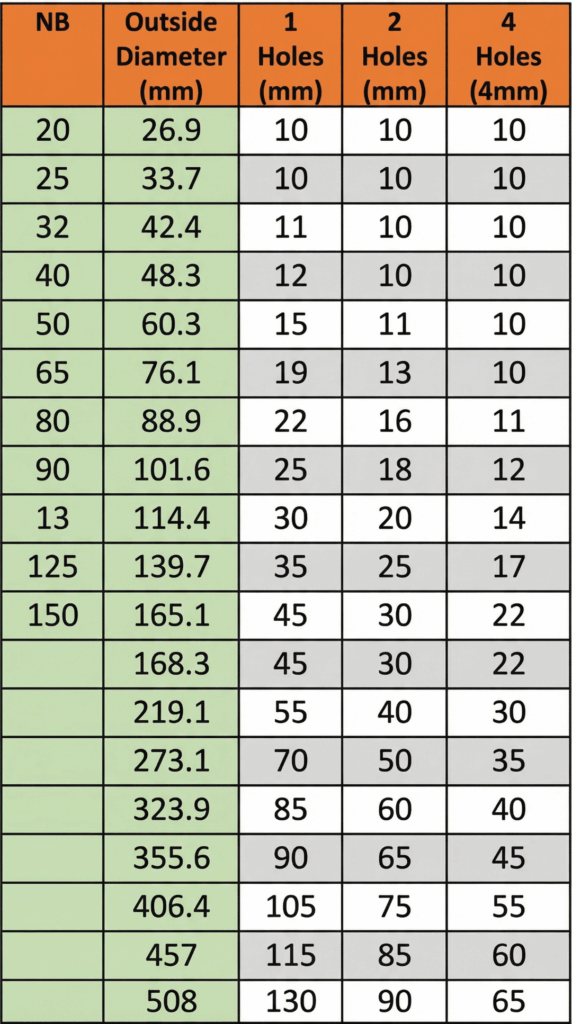
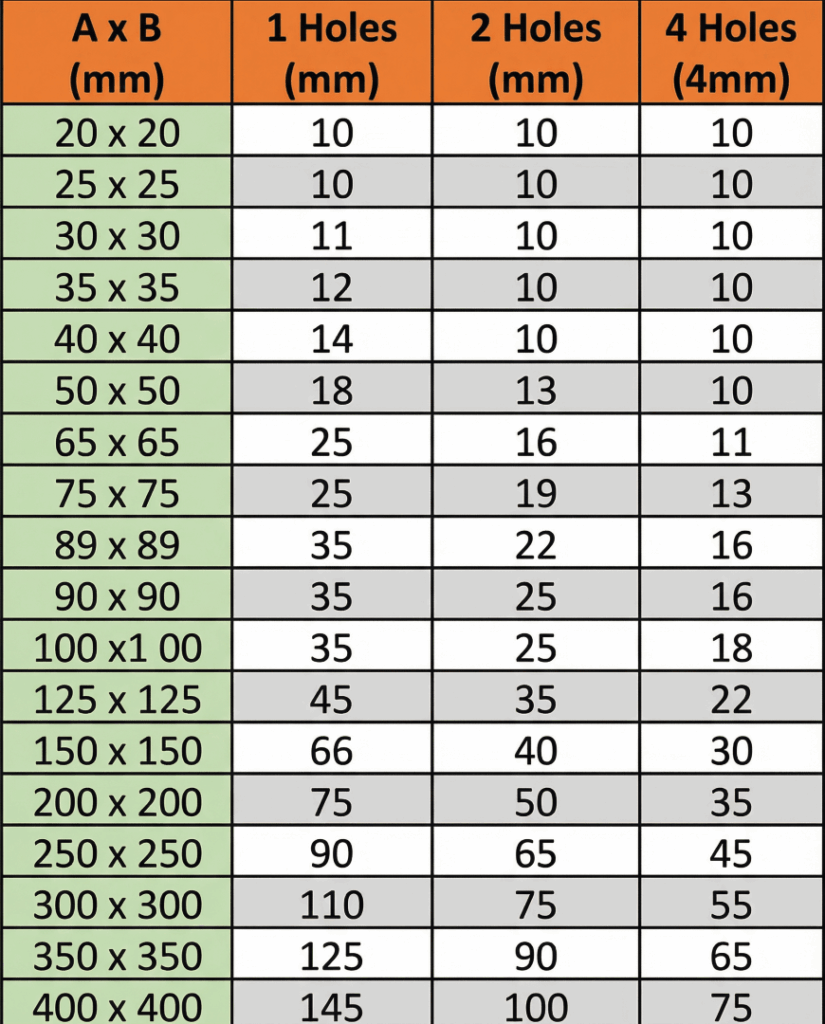
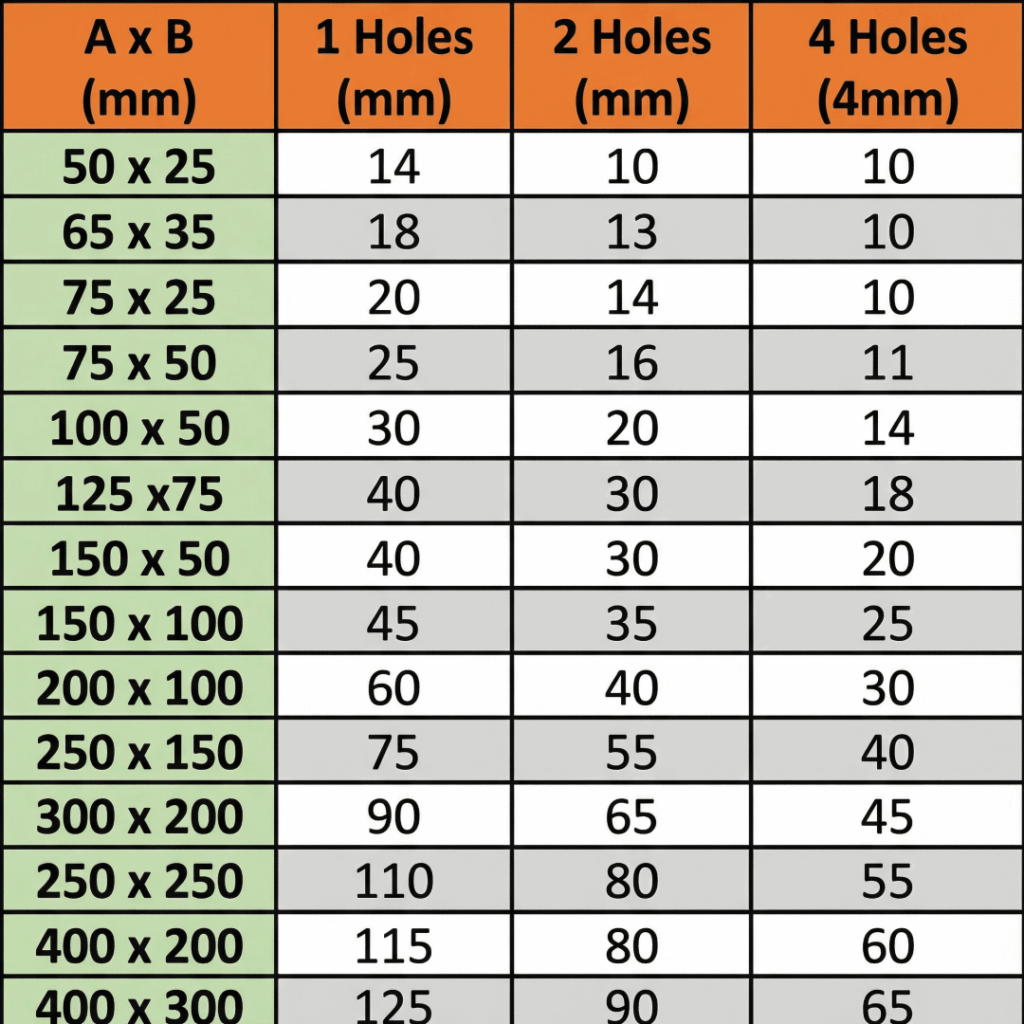
Standard Hole Sizes
Note: ‘1 hole’ ‘2 hole’ and ‘4 hole’ means the number of holes in each otherwise unopen end.
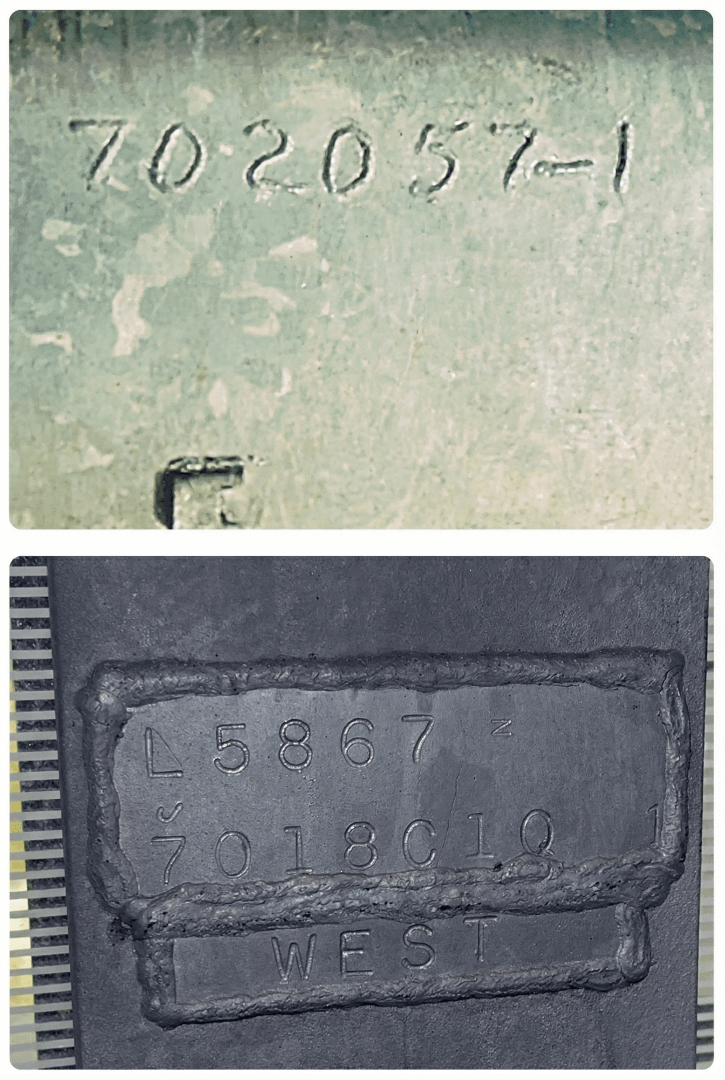
Identification & Marking
The type of identification needed for steel articles influences the recommended method of identification.
Permanent Identification
For permanent identification, recommended methods are;
Heavily embossed markings
Punched markings
Welded markings
Temporary Identification Before and after galvanizing: The recommended method is the use heavily embossed metal tags, generally attached to the article via wire.
Prior to galvanizing: Recommended method are water-based paints or markings pens.
Identification methods not acceptable
Oil-based paint or marking pens
Stickers
Standard (ISO 1461)
ISO 1461 is the international standard for “Hot Dip Galvanized Coatings on Fabricated Iron and Steel Articles,” defining specifications and test methods for applying protective zinc coatings via dipping in a molten zinc bath (with up to 2% other metals) to parts like structural steel, fittings, and castings. It sets requirements for coating thickness, mass, finish, adhesion, and sampling/testing procedures, ensuring corrosion protection, though it excludes continuously galvanized products like wire or sheet.
Repairing
Hot-dip galvanized steel coatings require touch-up and repair in order to preserve consistent cathodic and barrier protection and to guarantee lifetime. Small gaps or flaws in the hot-dip galvanized coating may arise during the galvanising process or as a result of incorrect treatment of the steel after galvanizing, despite the coating’s extreme resistance to harm. Whether galvanized steel is brand-new or has been in use for years, touch-up and repair are easy. The procedure is the same, but the permissible repairs for a new product are more limited than those for an existing one. Repairing Hot-Dip Galvanizing Steel Hot-dip galvanizing provides exceptional corrosion resistance to steel structures. However, during fabrication, handling, transportation, or installation, it is not uncommon for minor damage to occur. In such cases, a proper repair method is essential to restore the coating’s protective function and ensure longterm performance. This guide outlines the industry-approved procedures for repairing galvanized coatings in accordance with ASTM A780 and ISO 14657 standards.
Surface Preparation
ISO 8501 sa2.5 Remove all the rust and mill scale by sandblasting.
ISO 8501 St3 Use a power tool to expose a clean metal surface
ISO 8501 St2 Use a hand tool to remove white rust
Zinc-Based Solders
Soldering is done with zinc-based alloys in either a stick or powder form. It is necessary to increase the temperature the region that needs to be fixed to about 600 F (315 C). The ASTM A780 specifies the permissible material compositions of solders used for repairs. With a maximum thickness of 4 mils (100 μm), the repair coating thickness must match the specifications for the part’s material category. Any of the non-destructive techniques in A123/A123M can be used to measure the thickness. Products made with solder based on zinc closely resemble the surrounding zinc and complement the appearance of the current coating.
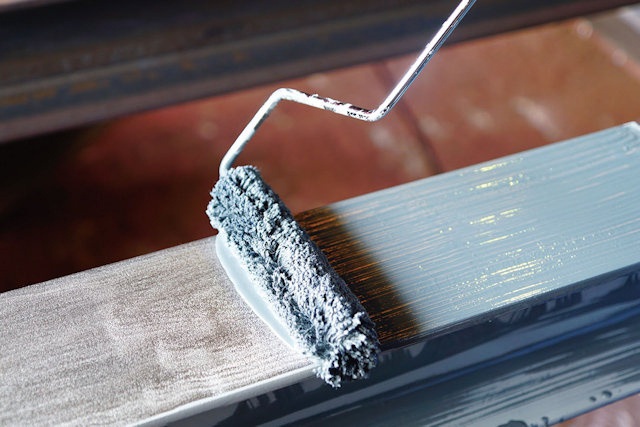
Cold galvanizing paint is applied to a clean, dry steel surface using a brush or spray method. This type of coating must contain a high zinc dust that is equal to or greater than 80% by mass in the dry film can be considered suitable for renovation of uncoated or damaged areas. Depending on the binder used, cold galvanizing paints are classified as either organic or inorganic. Inorganic binder types are particularly suitable for touch-up applications on intact hot-dip galvanized surfaces. To ensure proper application and compliance, coating thickness should be verified using a magnetic, electromagnetic, or eddy current gauge. .The repair coating thickness on the renovated areas, shall have a minimum average thickness of 100μm
Touch-up using liquid or spray-type zinc-rich paint (cold galvanizing) can be applied directly on galvanized surfaces
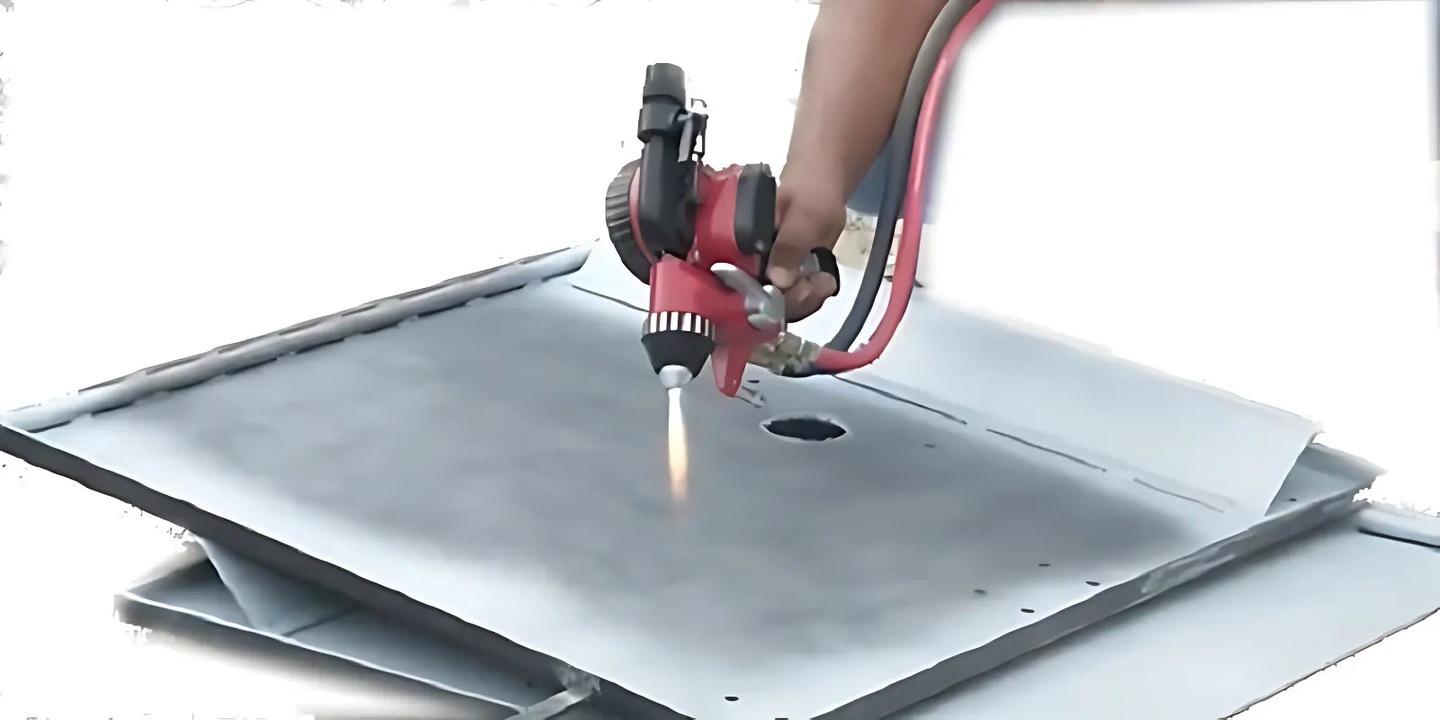
Zinc Spray (Metallizing)
By melting zinc wire or powder in an electric arc or flame and then projecting the molten zinc droplets onto the surface to be coated using gas or air, zinc spray, also known as metallising, is accomplished. The purported purity of the zinc utilised is 99.5% or higher. The zinc coating in the refurbished area must be at least as thick as what ASTM A 123/A 123M specifies for the material type. For optimal outcomes, a magnetic or electromagnetic gauge should be used to measure the metallised coating’s thickness.
Inspection on HDG structure
Inspecting a hot-dip galvanized (HDG) structure involves assessing the quality
of the zinc coating and ensuring corrosion protection, coating uniformity, and
structural integrity.
Coating Thickness Measurement
Use magnetic thickness gauges to verify the zinc coating thickness.
Standard:
ISO 1461 (International)
ASTM A123 / A153 (USA)
Minimum average coating thickness depends on steel type and use:
70–100 μm (microns) typical for structural
steel. To discuss on customer requirement on the thickness.
Tools
Magnetic pull-off gauge, electronic magnetic gauge, or ultrasonic thickness gauge. for Coating Thickness Measurement
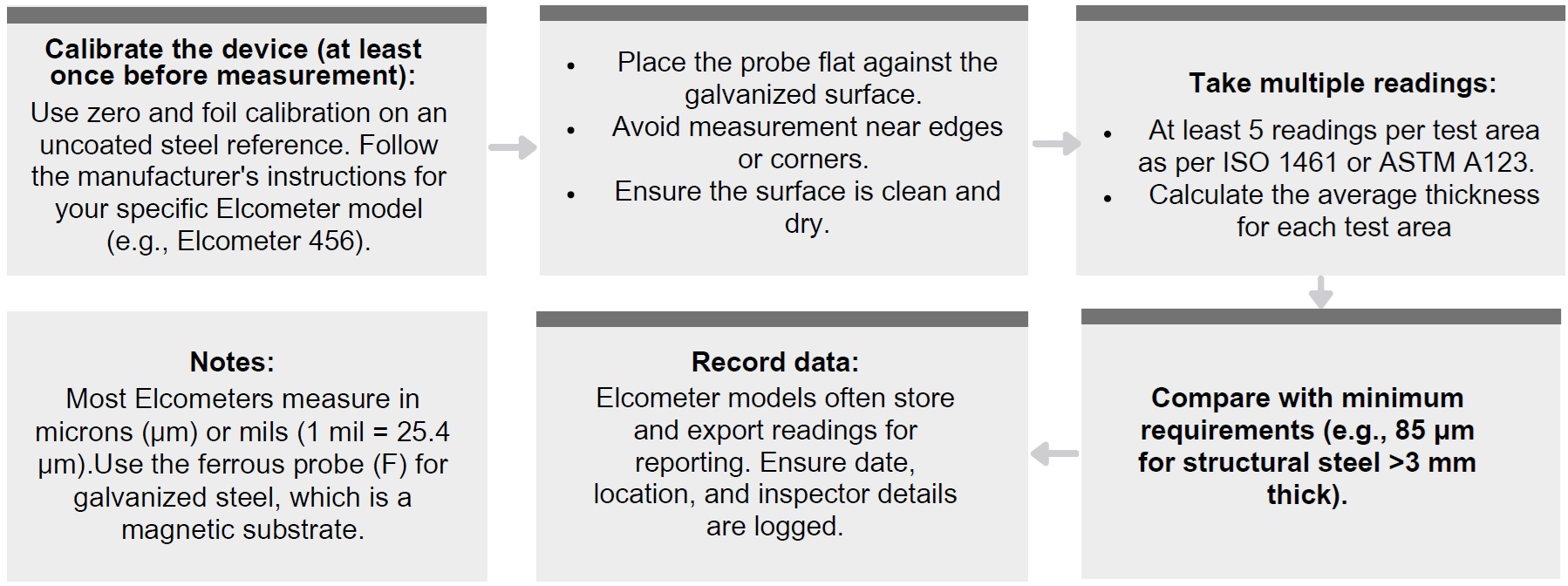
Elcometer devices are industry-standard tools used for non-destructive coating thickness measurement, especially on hot-dip galvanized steel.
How to Use:
Hot dip galvanized steel structures are inspected to ensure the coating meets specified standards for thickness, adherence ,and appearance.Visual inspection is crucial for identifying defects like bare spots, excessive buildup, or surface imperfections.Coating thickness is measured using magnetic gauges or optical microscopy, while adherence is tested when there are concerns. A calibration certificate from an accredited 3rd party provides documented proof that the instrument is reliable. This is important for audits, project tenders, and government/consultant inspections. Send the instrument out for formal calibration yearly (or every 6–12 months depending on usage).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}